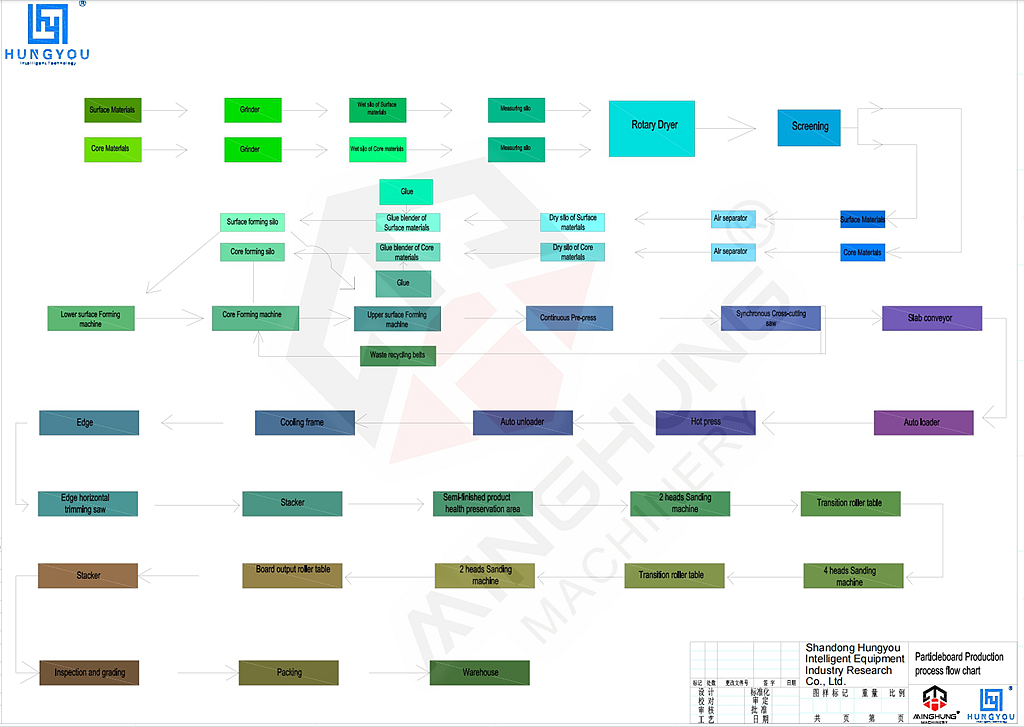
Pengenalan Proses Produksi
Proses ini merupakan operasi yang berkesinambungan dan sangat otomatis, dengan tujuan intinya adalah transformasi kayu daur ulang yang kompleks menjadi papan partikel berkualitas tinggi dan ramah lingkungan.
Tahap 1: Bagian Penanganan Bahan Baku (Pemurnian Bahan Daur Ulang)
Tujuan: Untuk mengolah kayu daur ulang yang kompleks menjadi bahan baku yang bersih dan terstandarisasi.
Proses Rinci:
1.1 Penghancuran/Penghancuran: Kayu sisa daur ulang, bekisting konstruksi, dll., dimasukkan melalui konveyor apron ke dalam Penghancur Tugas Berat dan dipecah menjadi pecahan-pecahan yang lebih kecil.
1.2 Penyaringan & Pemurnian Multi-Tahap: Fragmen melewati:
Layar Bergetar: Memisahkan kotoran halus dan pecahan berukuran besar yang tidak dapat diterima.
Pemisah Magnetik: Menggunakan gulungan magnet yang kuat untuk menghilangkan logam besi (misalnya paku, sekrup).
Pengklasifikasi Udara/Pemisah Logam Non-Ferrous: Memanfaatkan perbedaan berat jenis dan arus eddy untuk memisahkan material ringan seperti plastik, batu, dan pengencang aluminium.
1.3 Penyimpanan: Bahan mentah yang dimurnikan dan dapat diterima dikirim ke Silo Penyimpanan Bahan Baku untuk digunakan selanjutnya, untuk memastikan produksi berkelanjutan.
Tahap 2: Bagian Persiapan & Pengeringan Partikel
Tujuan: Untuk membuat partikel berukuran seragam dan mengontrol kadar airnya.
Proses Rinci:
2.1 Pengelupasan: Serpihan kayu yang telah dimurnikan dimasukkan ke dalam Ring Flaker, di mana serpihan tersebut dipotong menjadi partikel mirip serpihan berukuran seragam dengan cincin pisau berputar berkecepatan tinggi.
2.2 Pengeringan: Partikel basah disalurkan melalui konveyor sabuk ke dalam Rotary Drum Dryer, di mana partikel tersebut sepenuhnya bersentuhan dengan udara panas, sehingga mengurangi kadar airnya dari sekitar 30%-50% menjadi 2%-4% yang diperlukan. Kadar air yang stabil adalah kunci untuk kualitas pencampuran dan pengepresan selanjutnya.
2.3 Penyaringan & Klasifikasi: Partikel kering melewati Stasiun Penyaringan dan secara tepat diklasifikasikan menjadi Partikel Halus Permukaan, Partikel Kasar Inti, dan bubuk halus berlebih untuk didaur ulang. Klasifikasi ini sangat penting untuk membentuk struktur matras berkualitas tinggi.
Tahap 3 : Bagian Blending & Forming (Injeksi Fungsional & Pembentukan Mat)
Tujuan: Untuk menerapkan perekat dan aditif secara merata pada partikel dan membentuknya menjadi lapisan yang stabil secara struktural.
Proses Rinci:
3.1 Pencampuran Presisi: Partikel permukaan dan inti yang terklasifikasi memasuki Metering Bins yang terpisah, dibuang pada tingkat yang telah ditentukan dan stabil. Mereka kemudian memasukkan Blender Cincin Berkecepatan Tinggi:
Perekat: Resin Urea-Formaldehida (UF) Ramah Lingkungan Kelas E1 yang disemprotkan secara tepat atau Resin Melamin-Urea-Formaldehida (MUF).
Agen Anti Air: Disemprotkan Emulsi Parafin secara bersamaan.
Aditif Lainnya: Pengeras, dll., dapat ditambahkan sesuai kebutuhan.
Di dalam blender yang berputar berkecepatan tinggi, partikel-partikelnya terlapisi secara merata dengan resin dan bahan tambahan.
3.2 Pembentukan Mat: Partikel-partikel yang dicampur didistribusikan oleh Stasiun Pembentuk Mekanis atau Pneumatik ke sabuk baja yang bergerak, membentuk matras yang seragam dan longgar. Teknologi pembentukan menentukan distribusi kepadatan dan struktur papan (dapat menghasilkan struktur bertingkat atau berorientasi seperti OSB).
3. 3 Pra-Pengepresan: Matras yang telah terbentuk melewati Pra-Pers, yang pada awalnya dipadatkan dan dihilangkan aerasinya, memperoleh kekuatan untuk membentuk “sabuk hijau” yang dapat berdiri sendiri agar dapat masuk dengan lancar ke dalam pengepresan panas.
Tahap 4: Bagian Hot Pressing & Curing (Formasi Papan)
Tujuan: Untuk mengeringkan resin di bawah suhu dan tekanan tinggi, mengikat secara permanen alas lepas ke dalam papan dengan kepadatan tinggi.
Proses Rinci:
4.1 Penekanan Panas Berkelanjutan: Ini adalah tahap inti dari jalur produksi. Matras memasuki Mesin Press Datar Berkelanjutan, melewati mesin press panjang secara terus menerus dengan pelat yang dipanaskan. Sistem menjalankan profil 'Suhu-Tekanan-Waktu' yang tepat, menyebabkan resin di dalam matras mengering dengan cepat pada suhu dan tekanan tinggi (sekitar 180-210°C), sehingga mengikat partikel dengan kuat.
4.2 Pendinginan & Pemangkasan: Papan panas yang keluar dari mesin press memasuki Cooler/Conditioning Star, di mana papan tersebut didinginkan secara paksa ke suhu yang aman, menyelesaikan pengaturannya. Kemudian, melalui Pemangkasan & Gergaji Silang, papan dipotong sesuai dimensi yang diperlukan, dan bagian tepi yang tidak beraturan dan keras dipangkas.
Tahap 5: Bagian Finishing
Tujuan: Untuk melakukan pemrosesan presisi akhir di papan.
Proses Rinci:
5.1 Pengamplasan: Papan memasuki Calibrating Sander untuk pengamplasan presisi pada permukaan atas dan bawah. Langkah ini penting karena:
Memastikan ketebalan akhir yang presisi (misalnya, ±0,2 mm).
Mencapai kerataan permukaan yang tinggi, menyediakan substrat sempurna untuk proses penyelesaian selanjutnya seperti laminasi atau pencetakan.
5.2 Pemotongan Sesuai Ukuran & Penumpukan: Sesuai dengan persyaratan pesanan pelanggan, papan yang diampelas dipotong hingga ukuran akhirnya (misalnya, 1220x2440mm) dengan Gergaji Panel dan kemudian ditumpuk dengan Penumpuk Otomatis.
Tahap 6: Bagian Inspeksi & Pengemasan
Tujuan: Untuk memastikan kualitas produk dan mempersiapkannya untuk penyimpanan dan transportasi.
Proses Terperinci: Papan yang sudah jadi diambil sampelnya untuk menguji indikator-indikator utama seperti emisi formaldehida, kekuatan ikatan internal, dan modulus pecah. Produk yang memenuhi syarat dibungkus atau dikemas melalui Jalur Pengemasan Otomatis untuk mencegah kelembapan dan goresan, dan akhirnya dikirim ke penyimpanan.
1. Peralatan Penanganan Bahan Baku:
Apron/Belt Conveyor: Pengangkutan material.
Penghancur Tugas Berat: Penghancuran primer kayu daur ulang berukuran besar.
Layar Bergetar Multi-Tahap/Layar Berayun: Menyaring dan mengklasifikasikan material berdasarkan ukuran.
Pemisah Magnetik yang Kuat (Permanen/Elektromagnetik): Menghilangkan logam besi.
Pengklasifikasi Udara/Pemisah Logam Non-Ferrous: Menghilangkan kotoran ringan dan logam non-besi.
2. Peralatan Persiapan & Pengeringan Partikel:
Ring Flaker: Menghasilkan partikel berukuran seragam.
Rotary Drum Dryer: Dilengkapi dengan sistem energi panas untuk mengeringkan partikel.
Stasiun Penyaringan Partikel (Layar Berayun/Pengklasifikasi Udara): Mengklasifikasikan partikel kering ke dalam material lapisan permukaan dan inti.

penipu

pengering

Layar bergetar
3. Peralatan Pencampur & Pembentuk:
Tempat Pengukur Partikel Lapisan Permukaan & Inti: Pastikan pasokan partikel stabil pada rasio yang ditentukan.
Blender Cincin Berkecepatan Tinggi: Mencapai pencampuran resin, aditif, dan partikel yang seragam.
Sistem Persiapan/Penyimpanan/Pemberian Resin & Lilin: Termasuk tangki penyimpanan, pompa, dan pengukur aliran presisi.
Stasiun Pembentuk Mekanis/Stasiun Pembentuk Pneumatik: Membentuk matras yang seragam.

Glue Mixer

mesin pembentuk
4. Peralatan Pengepresan & Pengawetan Panas:
Pra-Tekan: Melakukan pemadatan awal matras.
Continuous Flat Press: Peralatan inti dan bernilai tertinggi dari seluruh lini produksi, memungkinkan pembentukan dan pengawetan papan bertekanan tinggi secara terus menerus.
Sistem Pengangkutan, Penimbangan & Deteksi Logam Mat: Memastikan matras yang masuk ke mesin press memenuhi syarat.

Pra Press

tekan terus menerus
5. Peralatan Penyelesaian & Penanganan:
Bintang Pendingin/Pengkondisian: Memungkinkan papan mendingin secara merata.
Gergaji Pemangkas & Potong Silang: Termasuk pemangkas tepi dan gergaji potong silang untuk mengukur panjang dan lebar.
Kalibrasi Sander: Memastikan ketebalan dan kerataan papan akhir.
Gergaji Panel & Penumpuk Otomatis: Melakukan pemotongan dan penumpukan ukuran akhir.

rak pengering

gergaji silang

Sander
6. Sistem Bantu & Kontrol:
Sistem Kontrol Otomatis Pusat (PLC + SCADA): 'otak' dari lini produksi.
Pembangkit Energi Panas (Boiler/Pemanas Minyak Termal): Menyediakan sumber panas yang diperlukan untuk produksi.
Sistem Ekstraksi Debu (Pemisah Siklon + Filter Baghouse): Mengumpulkan dan mengolah debu dari seluruh lini.
Sistem Hidraulik & Pneumatik: Menyediakan tenaga untuk berbagai aktuator.

Plc

Pabrik Energi

hidrolik
Teknologi & Karakteristik Proses
1. Sistem Penanganan Bahan Baku Daur Ulang yang Efisien
Teknologi Inti: Dilengkapi dengan penghancur tugas berat, sistem penyaringan multi-tahap (layar getar, pengklasifikasi udara), dan pemisah logam magnetik/non-besi yang kuat. Sistem ini secara efektif memproses aliran kayu daur ulang yang kompleks, menghilangkan kotoran seperti pasir, batu, plastik, dan logam, memastikan kemurnian bahan mentah—yang merupakan prasyarat untuk kualitas papan akhir.
Keuntungan: Mencapai 'daur ulang' limbah padat kota dan residu pengolahan kayu, sehingga secara signifikan mengurangi biaya bahan baku dan ketergantungan pada kayu murni.
2. Teknologi Pencampuran Resin & Pengendalian Lingkungan Tingkat Lanjut
Jaminan Tingkat E1: Menggunakan sistem takaran dan pencampuran presisi tinggi dengan resin Urea-Formaldehida (UF) formaldehida tingkat E1 atau ultra-rendah atau resin Melamin-Urea-Formaldehida (MUF) yang lebih ramah lingkungan. Melalui formulasi resin yang dioptimalkan dan proses pengawetan, emisi formaldehida dikontrol secara ketat, memastikan produk memenuhi atau melampaui standar internasional tingkat E1 (misalnya, EU EN 13986).
Keseragaman Pencampuran: Blender cincin berkecepatan tinggi memastikan resin, lilin, dan bahan tambahan lainnya melapisi setiap partikel kayu secara merata, memastikan kekuatan papan sekaligus meminimalkan konsumsi resin untuk penghematan energi dan biaya.
3. Teknologi Press Berkelanjutan Berkapasitas Tinggi
Peralatan Inti: Inti dari garis biasanya adalah Continuous Flat Press. Hal ini memungkinkan pengoperasian berkelanjutan mulai dari pembentukan dan pra-pengepresan hingga pengepresan panas dan pendinginan, menawarkan kecepatan dan efisiensi tinggi, yang merupakan kunci untuk mencapai kapasitas tahunan 120.000 m³.
Keunggulan Kualitas: Papan yang diproduksi dengan pengepresan kontinu memiliki distribusi kepadatan yang sangat seragam, kerataan permukaan yang tinggi, dan kualitas internal yang stabil, menjadikannya sangat cocok untuk pemrosesan dan penyelesaian akhir yang mendalam.
4. Otomatisasi & Kecerdasan Tinggi
Ruang Kontrol Pusat: Seluruh lini dikontrol secara terpusat oleh PLC dan sistem SCADA, memantau dan secara otomatis menyesuaikan semua parameter proses (misalnya, ukuran partikel, kadar air, dosis resin, suhu/tekanan/kecepatan pengepresan) secara real-time.
Stabilitas Kualitas: Produksi otomatis meminimalkan pengaruh faktor manusia, memastikan kualitas yang konsisten di seluruh batch, dan mengurangi kesulitan operasional dan biaya tenaga kerja.
5. Pemulihan Energi & Desain Lingkungan
Pemulihan Panas: Unit pemulihan panas terintegrasi mengambil kembali limbah panas dari sistem pengepresan dan pengering panas untuk memanaskan udara segar atau air proses terlebih dahulu, sehingga secara signifikan mengurangi konsumsi energi secara keseluruhan.
Ekstraksi Debu: Pengumpul debu baghouse yang efisien dipasang untuk menangkap dan mengolah debu yang dihasilkan selama produksi, memastikan bengkel bersih dan memenuhi standar emisi gas buang.
Kinerja Produk Akhir & Bidang Aplikasi
Kinerja Produk:
Lingkungan: Emisi formaldehida ≤ 0,124 mg/m³ (atau memenuhi standar target pasar E1).
Sifat Fisik: Indikator utama seperti Ikatan Internal, Modulus Pecahnya, dan kapasitas penahan sekrup memenuhi atau melampaui standar nasional (misalnya, GB/T 4897).
Stabilitas: Struktur seragam, toleransi ketebalan minimal, permukaan datar.
Bidang Aplikasi:
Pembuatan Furnitur: Substrat untuk lemari, lemari pakaian, perabot kantor, furnitur panel.
Dekorasi Interior: Lapisan bawah lantai, partisi, panel dinding, langit-langit.
Konstruksi & Pengemasan: Dapat digunakan untuk konstruksi bekisting (tanpa bantalan beban) di lingkungan kering, peti pengepakan.
Potensi Pengembangan: Nilai dan jangkauan aplikasi dapat lebih ditingkatkan melalui finishing berikutnya seperti pelapisan kertas laminasi atau melamin.

Kami adalah Shandong MINGHUNG Wood Based Panel Machinery Co., Ltd China Factory dan produsen set lengkap mesin kayu lapis dan mesin veneer. Dengan pengalaman produksi bertahun -tahun, teknologi produksi canggih, pekerja berpengalaman dan insinyur profesional, kami dapat menawarkan Anda mesin yang cocok, bagus dan kuat untuk Anda.
Kami mempertahankan kerja sama jangka panjang dengan perusahaan penerusan barang yang terkenal, dan mematuhi filosofi pertama pelanggan. Kami secara ketat menerapkan proses inspeksi kualitas sebelum pengiriman untuk memastikan bahwa setiap batch produk memenuhi standar kualitas internasional, kami sangat memahami bahwa layanan berkualitas tinggi adalah landasan memenangkan kepercayaan pelanggan, dan kami selalu menciptakan nilai bagi pelanggan dengan manajemen rantai pasokan yang profesional dan efisien.
✅ Ubah produksi Anda sekarang!
Minta penawaran & proposal teknis yang disesuaikan:
Hubungi +86 18769900191, +86 15805496117, +86 18954906501 atau 【Langsung Obrolan】
Dapatkan paket peningkatan produktivitas dalam waktu 24 jam































































