| 1. Bagian Persiapan Bahan Baku |
Chipper drum
Prinsip Kerja: Kayu (batang kayu, kayu berdiameter kecil, limbah papan) dimasukkan ke dalam drum berputar dengan pisau untuk dipotong menjadi chip proses yang seragam.
Parameter kunci: Diameter disk ≥2000mm, kapasitas ≥100 bdmt/jam, panjang chip 20-30mm.
Flaker & Crusher
Prinsip Kerja: Flakers memproses chip menjadi serpihan yang lebih tipis; Crushers memecah serpihan yang terlalu besar.
Parameter kunci: ketebalan serpihan 0.2-0.5mm, lebar 5-20mm.
Mesin penyaringan
Prinsip kerja: Menggunakan layar bergetar multi-lapisan untuk menilai serpihan berdasarkan ukuran (serpihan lapisan wajah halus, serpihan lapisan inti kasar), dengan bahan kebesaran dikembalikan untuk menghancurkan.
Parameter kunci: biasanya 3-4 lapisan layar.

chipper kayu

Layar bergetar
| 2. Bagian pengeringan, pencampuran, dan perawatan kebakaran |
Pengering drum putar
Prinsip kerja: aliran udara panas melalui drum berputar, menghubungi serpihan basah untuk mengurangi kadar air dari ~ 40% menjadi 2-4%.
Parameter kunci: Kapasitas penguapan ≥10000 kg/jam, temp inlet ~ 400 ° C, outlet temp ~ 100 ° C.
Blender Ring
Prinsip Kerja: Serpihan kering dicampur secara seragam dengan resin atom dan aditif dalam saluran annular berkecepatan tinggi.
Parameter utama: Kapasitas ≥8000kg/jam, seragam campuran ≥95%.
Sistem Dosis Retardant Api
Prinsip Kerja: Inti dari produksi penahan kebakaran. Pompa dan nozel presisi tinggi secara akurat menambahkan retardan cairan atau bubuk ke serpihan pada rasio set (biasanya, proses pencampuran gel dilakukan secara bersamaan atau bertahap.).
Parameter utama: Tingkat penambahan 5%-15%(berat kayu kering oven), akurasi dosis ± 0,5%.

sistem pengering

Glue Mixer
| 3. bagian membentuk dan menekan |
Mantan mekanis
Prinsip Kerja: Penyebaran serpihan yang disusun dan terbelakang melalui gulungan hamburan dan pengukur pengukur untuk membentuk tikar yang seragam dengan struktur tiga lapis 'koar-halus '.
Parameter utama: membentuk lebar ≥8 kaki (2440mm), membentuk deviasi akurasi ± 1,5%.
Press datar kontinu
Prinsip Kerja: MAT yang dibentuk terus menerus masuk antara suhu tinggi (200-220 ° C), sabuk baja bertekanan tinggi (30-40 bar) di mana resin dan retardant menyembuhkan dengan cepat di bawah panas dan tekanan, membentuk papan padat. Kunci untuk mencapai output 600m³/hari yang tinggi.
Parameter kunci: Panjang tekan ≥30m, tinggi bukaan 100mm, akurasi kontrol suhu platens ± 2 ° C.

mesin pembentuk

Pers panas terus menerus
| 4. Bagian finishing dan pengamplasan |
Bintang Pendingin (Rotary Cooler)
Prinsip kerja: mendinginkan papan panas (~ 100 ° C) keluar dari pers secara merata ke suhu kamar, melepaskan tekanan internal dan menstabilkan sifat papan.
Parameter kunci: Waktu pendinginan ≥25 menit.
Cross-Cut & Rip Saws
Prinsip Kerja: Memotong papan kontinu menjadi panel format besar yang diperlukan (misalnya, 1220x2440mm).
Sander sabuk lebar multi-head
Prinsip Kerja: Pasir papan ke ketebalan yang tepat dan permukaan yang halus melalui beberapa kepala pengamplasan (kasar & halus), melepas lapisan pra-selembar.
Parameter kunci: lebar pengamplasan ≥2650mm, jumlah pengamplasan 0,5-1.0mm, akurasi ketebalan ± 0.1mm.

Rotary Cooler

Pemangkasan dan Pemotongan tepi

Sander
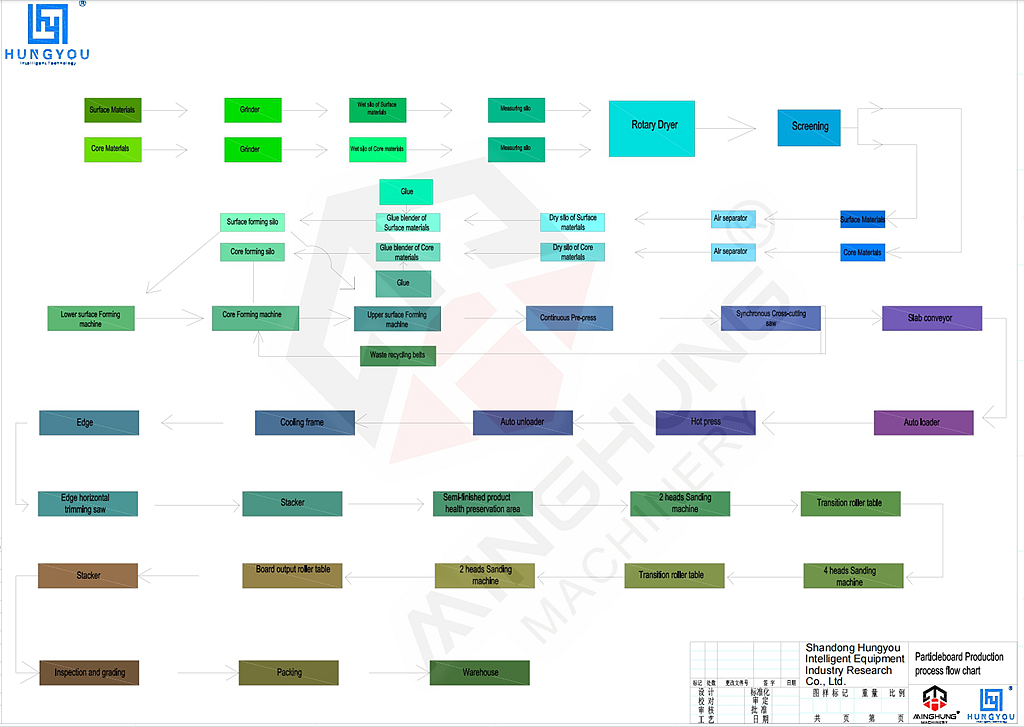
Proses Produksi Papan Particle-Retardant Fire
Seluruh proses dapat dibagi menjadi enam bagian utama: persiapan bahan baku, persiapan serpihan, pengeringan & klasifikasi, pembentukan, finishing, dan sistem tambahan. Inti dari proses ini terletak pada seragam dan stabil menambahkan retardant api ke serpihan dan berhasil menyembuhkannya.
| Bagian 1: Persiapan Bahan Baku |
1. Penerima & Penyimpanan Bahan Baku
Konten: Menerima bahan baku kayu, seperti kayu berdiameter kecil, kayu cabang, residu pemrosesan kayu (misalnya, tepi papan, serutan perencana). Bahan disimpan di area yang ditunjuk di halaman.
Catatan yang berhubungan dengan api: Meskipun tidak secara langsung terkait dengan keterbelakangan kebakaran, kemurnian bahan baku (bebas dari logam, pasir, tanah) mempengaruhi kualitas pemrosesan berikutnya dan keseragaman dewan terakhir, secara tidak langsung mempengaruhi stabilitas kinerja kebakaran.
2. Chipping & Washing
Isi: Bahan baku dipotong menjadi chip proses yang seragam menggunakan chipper drum. Keripik kemudian dicuci (dengan air atau udara) untuk menghilangkan pasir, logam, dan kotoran lainnya.
Tujuan: Untuk menyediakan bahan baku bersih untuk menghasilkan serpihan berkualitas tinggi. Permukaan yang bersih mempromosikan adhesi seragam resin dan retardant api pada langkah -langkah berikutnya.
| Bagian 2: Persiapan serpihan |
3. Mengelupas
Konten: Chip yang dicuci dimasukkan ke dalam flaker, di mana mereka dicukur menjadi serpihan tipis oleh bilah berputar berkecepatan tinggi.
Kontrol parameter: Ketebalan (0,2-0.5mm), panjang, dan lebar serpihan dikontrol secara ketat. Ukuran serpihan secara langsung mempengaruhi kekuatan mekanik dan kualitas permukaan papan.
4. Pemutaran & Penggilingan
Konten: Serpihan diklasifikasikan oleh layar multi-dek bergetar menjadi denda lapis wajah, serpihan kasar core-layer, dan penolakan yang terlalu besar. Serpihan yang terlalu besar dikirim ke penghancur untuk menggiling dan kemudian disaring kembali.
TUJUAN: Untuk mengaktifkan struktur MAT tiga lapis 'halus-halus ', memastikan permukaan yang halus dan kekuatan ikatan internal yang tinggi.
| Bagian 3: Pengeringan, Blending & Perawatan Kebakaran |
Ini adalah bagian paling kritis untuk memberikan sifat tahan api.
5. pengeringan
Konten: Serpihan basah yang disaring (sekitar 40% -60% kadar air) dikeringkan dalam pengering drum putar menggunakan udara panas untuk mencapai kadar air 3% -4% (basis oven-kering).
Tujuan: Untuk menyiapkan serpihan untuk pencampuran. Kelembaban yang berlebihan akan melemahkan resin dan retardant api, yang menyebabkan penyembuhan yang buruk.
6. Blending With Resin & Flame Retardant
Konten: Serpihan kering memasuki blender cincin besar. Di sini, resin (biasanya dimodifikasi urea-formaldehyde atau mdi) dan retardant api diatomisasi melalui nozel bertekanan tinggi dan disemprotkan secara seragam ke serpihan.
Proses Penghambatan Kebakaran Inti:
Jenis Retardant: Umumnya digunakan termasuk penghambat api intumescent fosfor-nitrogen, penghambat anorganik.
Metode Penambahan:
Metode utama (penambahan simultan): Resin dan retardant ditambahkan secara bersamaan dalam blender yang sama. Ini efisien dan memastikan keseragaman yang baik.
Penambahan berurutan: Retardant ditambahkan dan dicampur terlebih dahulu, diikuti oleh resin, memastikan penetrasi yang lebih menyeluruh.
Dosis: Dosis retardan biasanya 5% -15% dari berat oven-kering serpihan, tergantung pada peringkat kebakaran target.
Tujuan: Untuk memastikan setiap serpihan dilapisi secara seragam dengan resin dan retardant. Keseragaman adalah faktor paling penting yang menentukan apakah kinerja kebakaran memenuhi standar secara konsisten.



































 Ini Menggunakan Teknologi Penekanan Berkelanjutan, Mengintegrasikan Pengeringan, Perekian, Penambahan Retardant Api, Pembentukan, Proses Penekanan Panas, dan Pemotongan. Ini berspesialisasi dalam memproduksi papan partikel tahan api setebal 12mm, sesuai dengan standar teknis partikel yang tahan api. Papan menunjukkan ketahanan api tinggi, emisi formaldehida rendah (level E1), dan sifat fisik-mekanis yang stabil.
Ini Menggunakan Teknologi Penekanan Berkelanjutan, Mengintegrasikan Pengeringan, Perekian, Penambahan Retardant Api, Pembentukan, Proses Penekanan Panas, dan Pemotongan. Ini berspesialisasi dalam memproduksi papan partikel tahan api setebal 12mm, sesuai dengan standar teknis partikel yang tahan api. Papan menunjukkan ketahanan api tinggi, emisi formaldehida rendah (level E1), dan sifat fisik-mekanis yang stabil.